波紋補償器
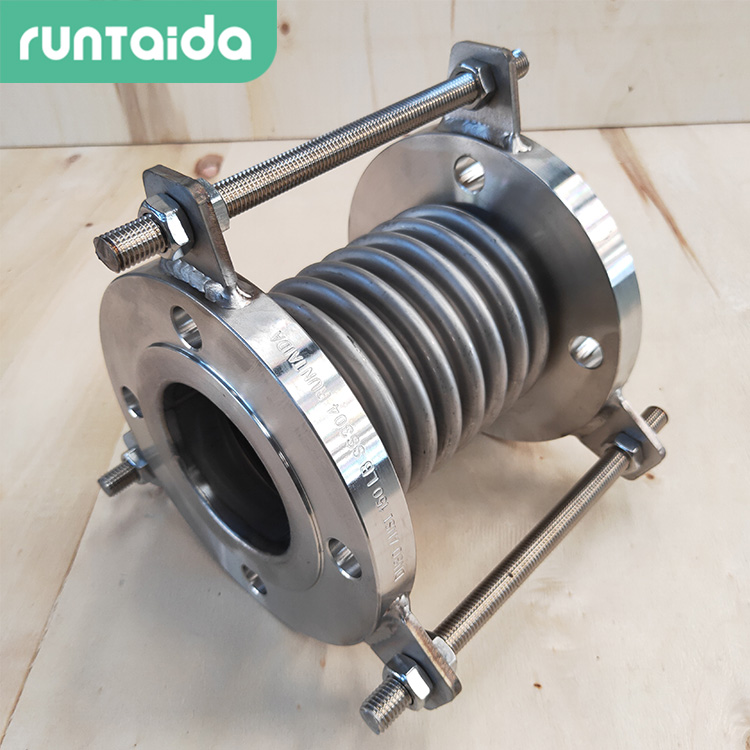
不銹鋼波紋補償器
球形補償器
旋轉補償器
套筒補償器
補償器主要是靠波紋管來起到強大伸縮作用的,對補償器的功能及強度設計主要是對波紋管的設計,補償器,對波紋管的不同設計及組合,可以使波紋管拉伸、壓縮或彎曲,從而形成軸向、橫向、角向三種基本形式的補償器。
1.補償器組焊后應進行外觀和幾何尺寸的檢驗。補償器兩端面同軸度公差:當公稱通徑小于等于500mm時,為5mm;當公稱通徑大于500mm時,為公稱通徑的1%,且小于等于10mm。補償器兩端面與主軸線垂直度公差為公稱通徑的1%,且小于等于3mm。補償器在出廠前進行預拉伸的,預拉伸后的出廠長度公差也應符合規定,對補償器自由狀態長度和預拉伸后的出廠長度分別進行檢驗。
2.補償器與管道的連接法蘭和端管的尺寸及技術要求應符合相應的標準端管連接時,兩端管口應開30度+/-2.5度的坡口。
3.波紋管與端管等相連的環焊縫應采用鎢極氨弧焊或熔化極焊,波紋管單層壁厚大于2mm時可采用電弧焊。
4.補償器的端管為鋼板卷制電焊管時,端管的外接端口周長公差和圓度公差應符合相關規定。
5.組裝補償器時應對波紋管采取保護措施,防止焊接電弧燒穿波紋管和焊渣飛濺到波紋管上。補償器各部位的焊縫不得有裂紋、氣孔、夾渣等缺陷,咬邊深度不得大于0.5mm。
6.補償器承壓焊縫焊接之后,應對承壓焊縫進行壓力試驗,試驗壓力為設計壓力的1.5倍。根據補償器的容積大小,保壓10~30min,檢查補償器各部位有無滲漏,受壓時大波距與受壓前波距之比不超過1.15。
金屬波紋補償器廠家
曲管壓力平衡波紋補償器
煙風道矩形波紋補償器
耐高溫不銹鋼補償器
耐高溫不銹鋼波紋補償器
不銹鋼波紋補償器工廠
不銹鋼波紋補償器價格
不銹鋼外壓式波紋補償器
彈性原件波紋補償器
波紋補償器的選型
<ul id="6uky4"></ul>